
Protecting Animal Healthcare Products
We protect your animal healthcare products at every stage of the supply chain.
Our expert team works closely with your regulatory and quality teams to meet all protection requirements. This supports the health of both animals and humans.
We provide a wide range of containers and temperature-controlled solutions. Options range from small boxes to double EU and US pallet sizes. These solutions are designed to ensure:
- Clear product visibility
- Strong stability during transit
- Efficient storage and distribution
They are suitable for veterinary pharmaceuticals, vaccines, and biopharmaceuticals, while supporting animal welfare and long-term health.
Sustainable Temperature-Controlled Packaging
Our sustainable temperature-controlled packaging supports the safe transport of animal pharmaceutical products used in veterinary practices worldwide.
These solutions can be used throughout the full product journey. This includes raw materials, clinical research, and finished products. They play a key role in protecting animal health, from livestock in the global food supply to companion animals receiving everyday or specialist care.
Temperature Ranges and Product Protection
We offer containers across all required temperature ranges:
- Ultracold: -80°C
- Frozen: -20°C
- Refrigerated: 2–8°C
- Controlled Room Temperature: +20°C
Each container delivers at least 120+ hours of temperature protection. This is achieved through advanced phase change material cooling plates or dry ice solutions. These technologies ensure reliable performance, no matter the shipment type.

Ensure quality with end-to-end animal health supply chain visibility
Tower delivers proven physical and temperature protection for veterinary pharmaceutical and biopharmaceutical products.
Built-in data loggers in all Tower containers help bridge visibility gaps across the animal health supply chain. This allows customers to control and monitor shipments throughout transit, preventing spoilage or delays and ensuring temperature-sensitive products are delivered on time and within budget.

Maintaining the efficacy and stability of your animal health products
Our temperature-controlled solutions are designed to provide a minimum of 120+ hours of protection across a wide range of temperature profiles, including ultracold, frozen, refrigerated, and controlled room temperature shipments. Special temperature ranges from -40°C to +40°C are also supported without dry ice.
Data downloaded from more than 15,000 shipments shows fewer than 0.1% temperature excursions on average, a critical indicator of cold chain reliability. This performance is achieved through reusable containers that deliver the correct protection for every shipment, with consistent outcomes across all locations.

Multi-use, easy-to-use (portable) packaging solution
All participants in the cold chain have a role to play in sustainability. Our role is to provide a reusable and cost-effective packaging solution that supports customers’ circular supply chain ambitions.
Customers value our long-term lease containers for their:
- Reusability and sustainability
- Portability and ease of use
- Supply chain flexibility
Find the right cold chain solution for you
Explore our range >



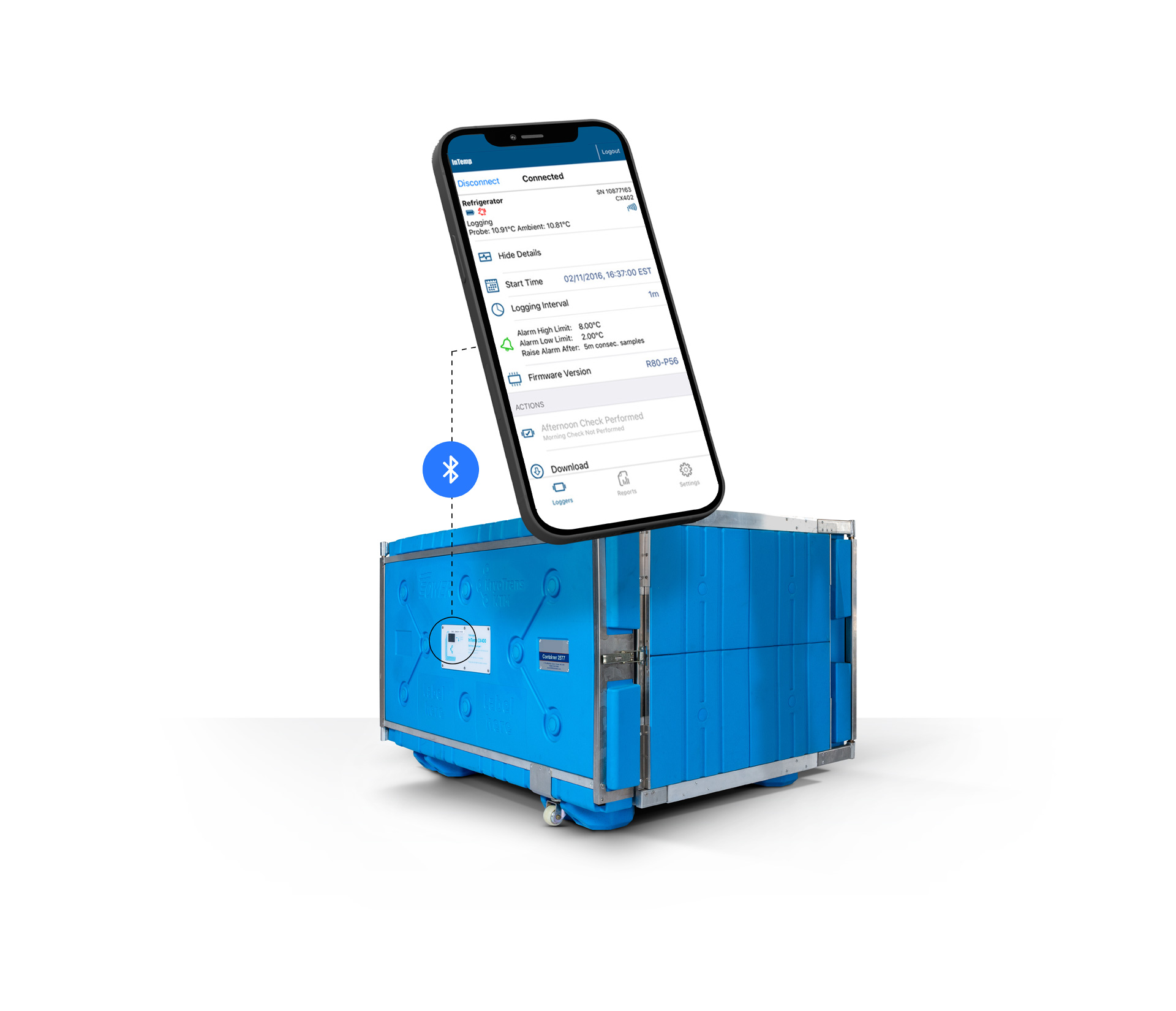
Built-In Data Loggers for Full Visibility
The veterinary cold chain depends on accurate temperature control during storage, transport, and distribution.
All Tower containers include built-in data loggers that track internal temperatures from -95°C (-139°F) to +50°C (122°F). This allows customers to monitor shipments throughout transit.
Users can benefit from:
- Text or email alerts if temperatures move out of range
- Automatic data downloads during transit (excluding in-flight)
Loggers connect when in range of the CX Gateway device and are built to FDA, USP, EU and WHO standards.
Customer-Focused Innovation That Delivers Value
Tower designs innovative solutions to meet the strict regulatory demands of the pharmaceutical supply chain. Our patented technology meets GDP requirements and exceeds industry temperature-control standards.
We work closely with customers to understand their needs and anticipate future challenges. By collaborating across the supply chain, we deliver practical, customer-focused innovation that adds real value.



