
A role to play
Tower is a preferred supplier of temperature-controlled solutions to the global pharmaceutical and life-science industries. Our team of experts understands emerging challenges and needs, and through collaboration with customers, we play a strategic role in optimising the pharmaceutical supply chain.
We recognise the complexity and challenges of the industry, and we meet this by investing in people. Our customers work with specialists within Tower who understand their supply chains and operate as an extension to their own teams.

1. Ready to load
Tower container pre-conditioned and released from global hub.

2. Ease of use
Customer receives container, loads product, closes door and loads for transit.
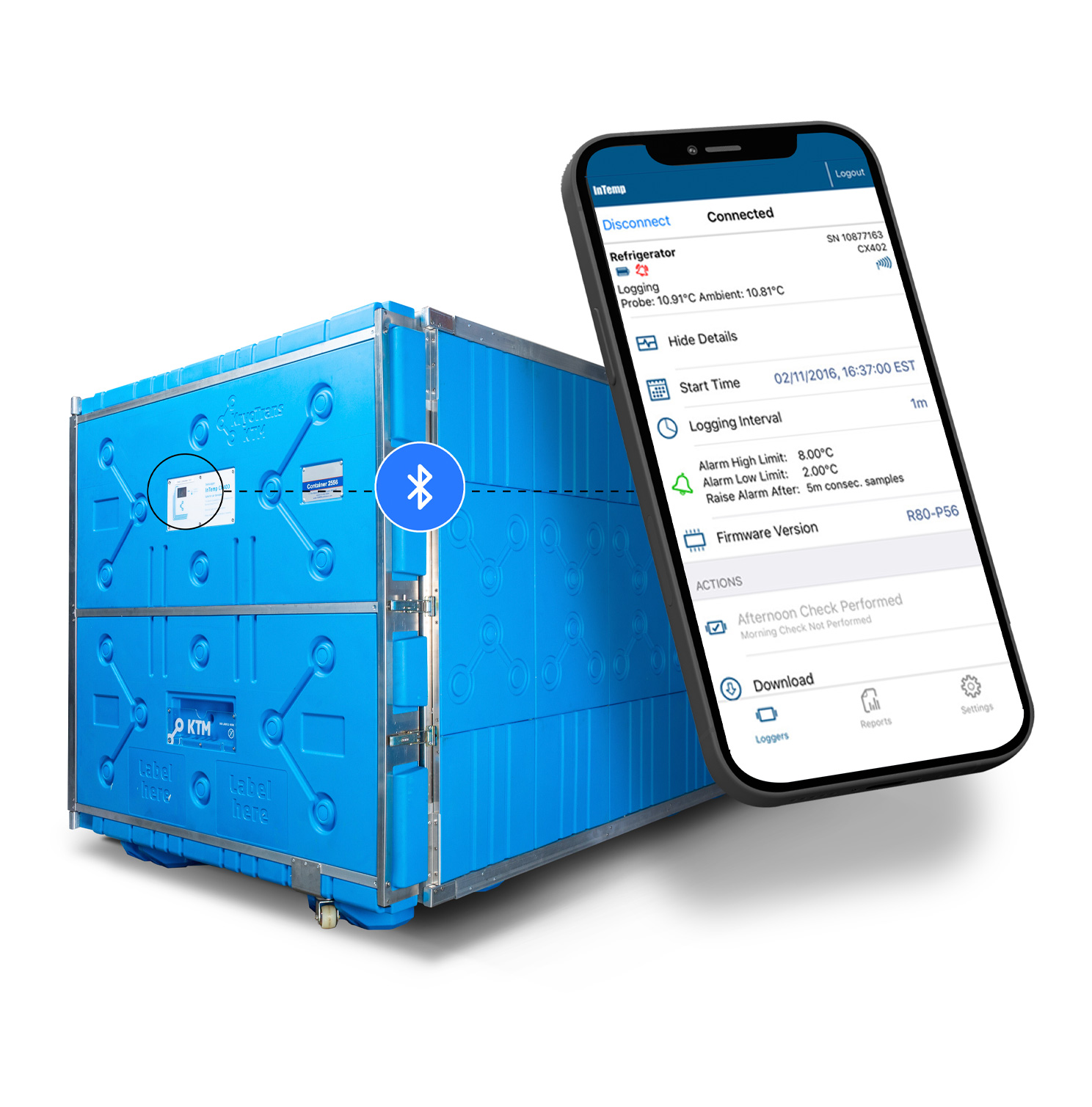
3. Zero intervention
Container in transit datalogger is externally readable locally and remotely via blue tooth.

4. Easy unload
Customer receives container and unloads product.

5. Circular
Container returned by customer to one of our global hubs datalogger downloaded, inspected and cleaned.
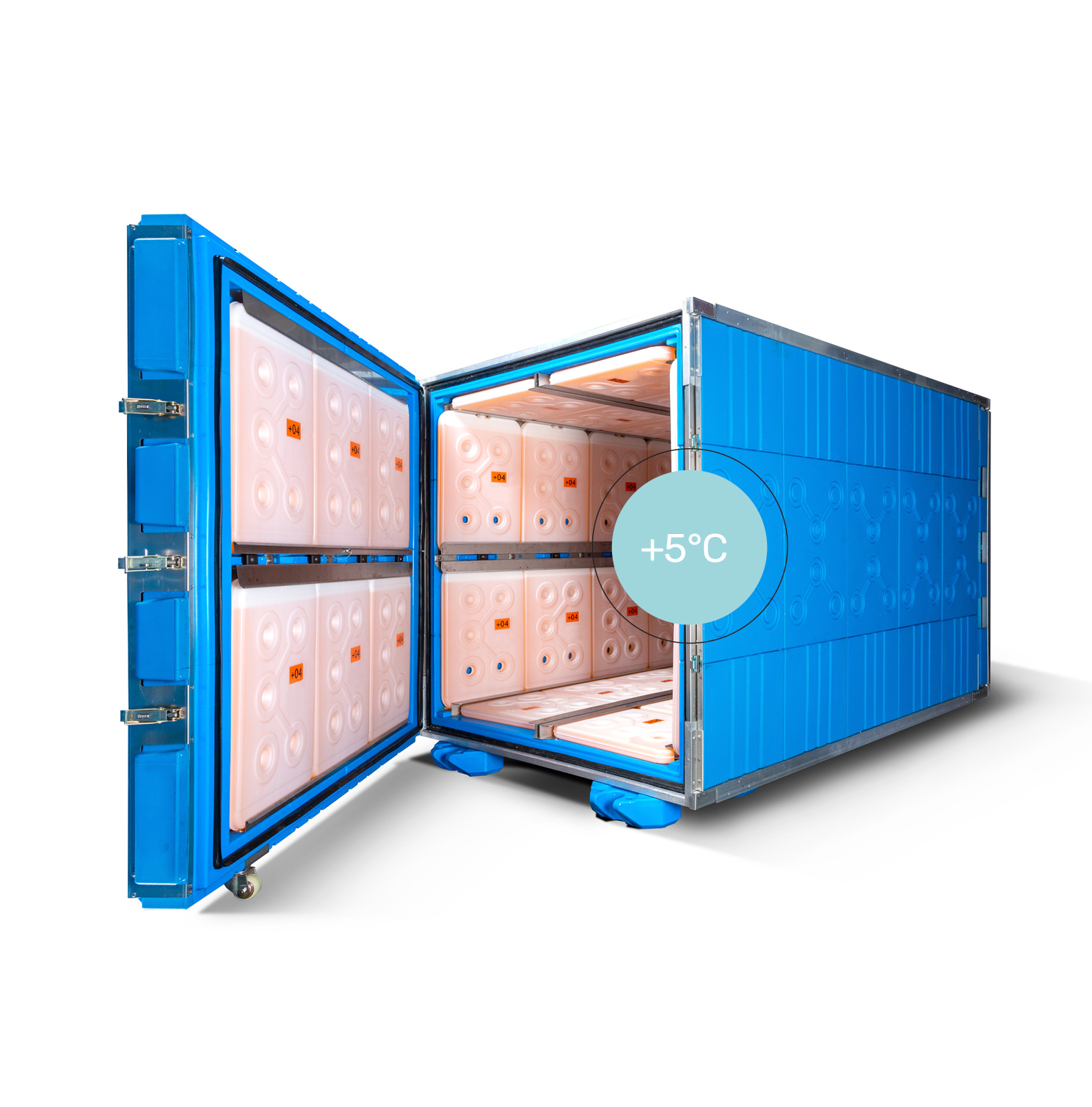
6. Different temperature
Container is reconfigured and released from global hub to next customer requirements.

Proven results to meet supply chain requirements
Tower’s expert team, supported by a centralised quality-management system, reinforces customer confidence that our shipping facilities will meet requirements throughout the supply chain. All our solutions meet the pharmaceutical industry performance standard, providing a minimum of 120 hours temperature compliance in any environment, anywhere in the world and our loggers are built to FDA, USP, EU and WHO standards. Performance data demonstrates fewer than 0.1% temperature excursions.
We are focused on the supply of temperature-controlled solutions to the global pharmaceutical and life-science industries. Our team works to guarantee compliance with all pharmaceutical regulations within all market geographies.
Delivering value through customer-focused innovation
Tower incorporates innovation through design to meet the regulatory demands of the pharmaceutical supply chain. Our patented design technology meets the GDP requirements of our customers and exceeds the temperature-control demands of the pharmaceutical industry.
Our expert teams work closely with our customers, realising their requirements and how we can address emerging needs. Tower collaborates with stakeholders to identify challenges across a supply chain and to deliver customer-focused innovation.

Delivery where and when your business needs it
Our global network uses common processes and standards to deliver consistency for our customers. You will have access to the complete Tower range with a local team of experts to understand specific customer needs. This means we can deliver where and when required.
Vision.
To be a provider-of-choice of temperature-controlled solutions to the global pharmaceutical and life-science industries.
Mission.
To be a dynamic and profitable company that creates value for all its stakeholders through innovation, regulatory compliance and sustainability. Our stakeholders are customers, employees, suppliers and shareholders.
Culture.
- Innovation
- Accountability
- Collaboration
- Sustainability



