
We integrate seamlessly within your supply chain
At Tower, we provide global cold chain logistics solutions that protect the security, integrity, and reliability of your operations across global trade. Whether you are moving pharmaceuticals or other temperature sensitive goods – including temperature sensitive goods, perishable goods, carrying perishable food, frozen food, and other temperature sensitive products, our systems are built to integrate with your processes. From cold storage to cross-border transportation, we help you maintain product quality at every stage, supporting supply chain management across diverse industries.
Supporting Pharma and Beyond
While we are trusted by leading pharmaceutical companies worldwide, our services also support other sectors that rely on strict cold chain management, including cold chain management for storage and transportation of temperature sensitive goods and perishable goods across food and pharmaceuticals. From biologics to laboratory samples, or even logistics operations carrying perishable food, we deliver solutions that safeguard the condition of temperature sensitive products during storage and transportation through stable temperature ranges.
Our teams work closely with clients to understand their specific requirements and provide guidance that ensures compliance with global standards. By combining innovation with proven reliability, we help you achieve supply chain resilience and maintain product quality, including ensuring product consistency under demanding conditions.
Cold Chain Logistics That Fit Your Needs
Our international logistics network gives you access to temperature-controlled containers across multiple global locations, even at unique logistical hubs such as st katharine docks. You can lease units that are robust, reusable, and ready to deploy at scale. Whether your operation requires required ultracold temperatures or standard refrigerated transport for frozen food and perishable goods at specific temperatures, our solutions are designed to maintain product quality and ensure safe delivery while supporting extended shelf life.
“We have worked with Tower for over 6 years, as their units are very reliable and offer an excellent passive solution for our 2–8°C pharma shipments. The extended relationship with the Tower team is also an asset for our business.”
Tony Doyle, Key Account Manager, Geodis
A Cold Chain Logistics Company With Proven Experience
As a trusted partner in cold chain logistics, Tower focuses on product quality and secure delivery. Our systems are validated for the most temperature sensitive goods, ensuring reliable storage and transportation from origin to destination and protecting the quality of perishable items throughout.
Reliable Cold Chain Solutions
We support companies in delivering pharmaceuticals and other temperature sensitive products when and where they are needed. Each solution is tailored to industry demands, giving healthcare providers, laboratories, and manufacturers confidence that products, including perishable goods, frozen food, and temperature sensitive goods, arrive in optimal condition with continuous temperature monitoring.
Global Cold Chain Solutions That Work
Our reusable containers provide scalable logistics that reduce costs while improving sustainability. Built for durability and efficiency, they support long-term cold chain management without compromising on performance. Clients benefit from cold storage options that adapt to both regional and international distribution.
International Cold Chain Management
From regional distribution to cross-border supply, Tower offers consistent cold chain logistics that meet global compliance requirements. With real time monitoring and automated data capture, you gain full visibility into temperature performance and shipment security, improving reliability for temperature sensitive goods and perishable goods across the entire cold chain management process and reducing the risk of temperature fluctuations.
Protecting Product Integrity Across the Supply Chain
Tower’s containers are engineered for strength and temperature control, helping logistics companies maintain product quality in all environments. The design removes the need for manual handling during transit, reducing risks and supporting compliance from end to end.
Proven Reliability, Measured at Scale
With over 15,000 recorded shipments and less than 0.1% temperature excursions, our track record speaks for itself. This performance is what global cold chain logistics companies rely on to keep temperature sensitive products, frozen food, and perishable goods safe and secure.
Supporting a Circular Supply Chain
Our reusable container model reduces waste while delivering flexibility and cost savings. By using equipment that is both robust and recyclable, we help businesses meet sustainability goals without compromising product quality.
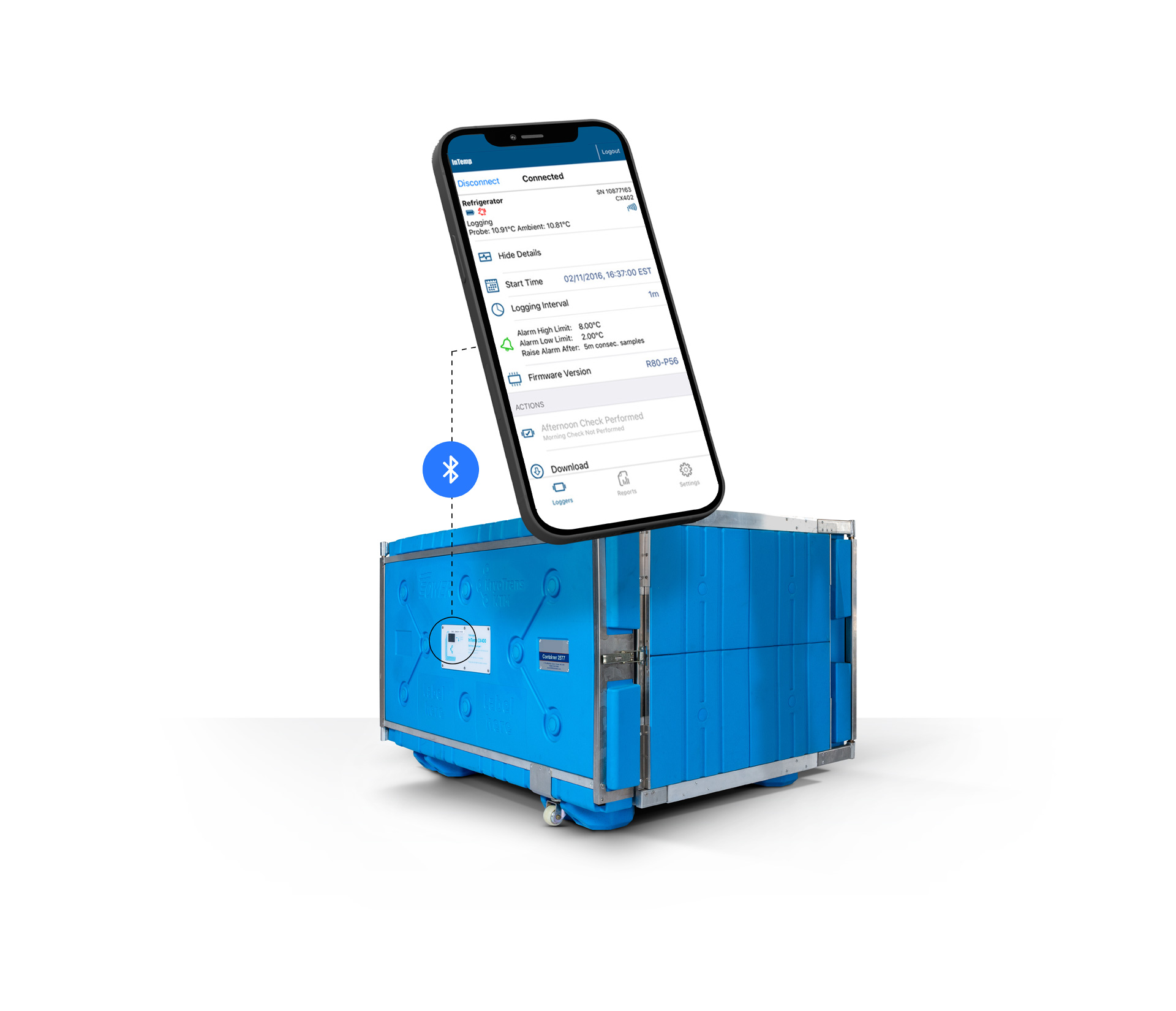
Built-In Data Logging Technology
All Tower containers are equipped with integrated data loggers that track conditions from –95°C (–139°F) to 50°C (122°F). Real time monitoring alerts you to any deviations, while automated downloads provide full traceability. This technology complies with FDA, USP, EU, and WHO standards, supporting your regulatory requirements for temperature sensitive goods, storage and transportation, and cold chain management.
Innovation for Supply Chain Security
We continue to advance cold chain logistics through patented designs and close collaboration with our clients. Our innovations help identify risks, reduce costs, and improve the safety of every shipment involving temperature sensitive goods, perishable goods, frozen food, and required ultracold materials.
With proven expertise in cold chain management, Tower supports businesses that need dependable performance, cold storage flexibility, verified handling of temperature sensitive goods, and full supply chain visibility, from pharmaceuticals to operations carrying perishable food.
Talk to us today and discover a solution built for your industry.

Protecting product integrity across the supply chain
Tower’s containers are engineered for strength and temperature control, helping cold chain logistics companies meet compliance across a range of environments. The design removes the need for manual handling during transit, reducing risk and keeping sensitive products safe from end to end.

Performance you can prove, at scale
Over 15,000 recorded shipments show less than 0.1% temperature excursions. That level of performance is what pharma cold chain logistics companies rely on. Our reusable containers are tested, validated, and supported by a team focused on timely, compliant delivery wherever you operate.

Supporting your circular supply chain
Our global cold chain logistics model is built on reusable, cost-effective containers. This approach supports long-term sustainability goals without compromising quality or flexibility. Clients value the ability to lease high-performance units that match their operational needs.
Find the right cold chain solution for you
Explore our range >



Built-In Data Logging Technology
All Tower containers come with built-in data loggers that track internal temperatures from –95°C (-139°F) to 50°C (122°F). You receive real-time notifications of any temperature excursions, with automatic data downloads available when in range of the CX Gateway device. Our technology complies with FDA, USP, EU and WHO standards.
Innovation for Cold Chain Supply Security
We bring innovation to the cold chain through patented designs and deep collaboration with our clients. Our teams work with you to identify risks and improve reliability, helping your business stay ahead of changing requirements.
Tower’s global cold chain logistics services support companies that need dependable performance and full visibility across the entire supply chain. Talk to us about your challenges, and let’s build a solution that works.



